Reljeefsete metallkomposiitpaneelide tootmisliin

Lühike kirjeldus:
Reljeefsete metallkomposiitpaneelide tootmisliin on uut tüüpi keskkonnasõbralike kergehitusmaterjalide tootmine, mis on praegu maailmas populaarsed.ja polüuretaanvahul põhinevad dekoratiivsed seinapaneelid.See võib toota tulekindlaid soojusisolatsiooniga dekoratiivseid seinapaneele, mille pinnal on terasplaat.keskel polüuretaan.ja alumiiniumfoolium või terasplaat põhjas.
Toote üksikasjad
Tootesildid
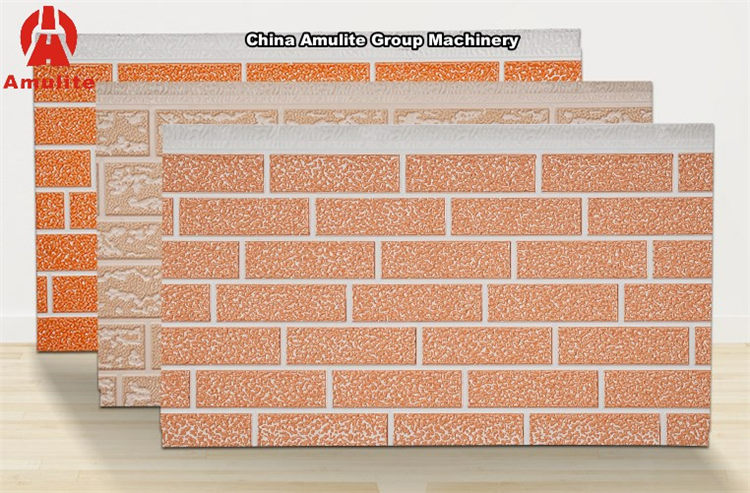
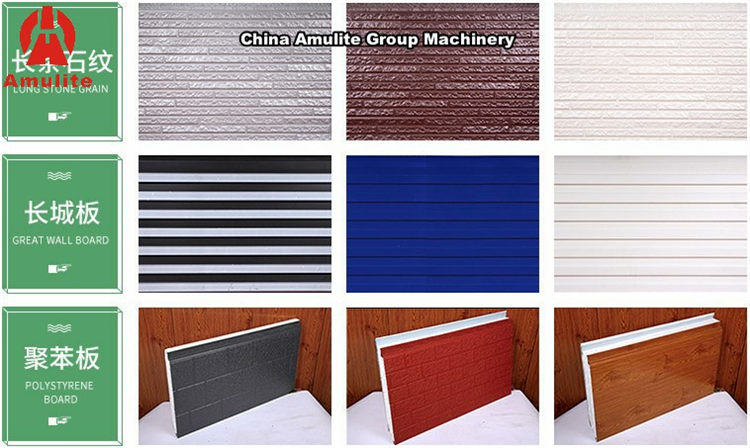
1. Seinapaneeli tutvustus
Reljeefsete metallkomposiitpaneelide tootmisliin on uut tüüpi keskkonnasõbralike kergehitusmaterjalide tootmine, mis on praegu maailmas populaarsed.ja polüuretaanvahul põhinevad dekoratiivsed seinapaneelid.See võib toota tulekindlaid soojusisolatsiooniga dekoratiivseid seinapaneele, mille pinnal on terasplaat.keskel polüuretaan.ja põhjas alumiiniumfoolium või terasplaat. Toodete peamised kasutusvaldkonnad: vanade hoonete renoveerimine.kõrgekvaliteedilised villakorterid.villad.hotellid.kerged teraskonstruktsioonid.mobiilsed majad.talumajad.suured kaubanduskeskused.tehaste sise- ja välisseinad.jne.

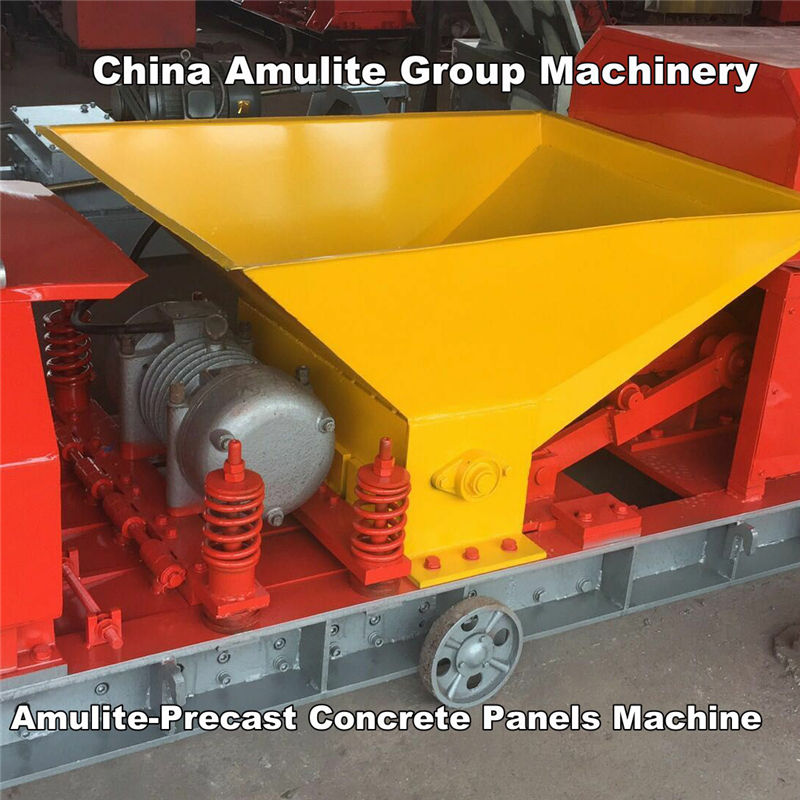
2. Seadmete koostis
Reljeefsete metallkomposiitplaatide välispaneelide tootmisliini peamine lahtikerimismasin → reljeefmasin → tasandusmasin → külgvormimismasin → kuumutusplatvorm → AB vahtmasina süstimine → alumiiniumkettplaadi lamineerimismasin → saeplaadi lõikamine → värvimine → pakkimine jne.
3. Reljeefsete metallkomposiitpaneelide tootmisliini peamised tehnilised parameetrid
Seinapaneeli spetsifikatsioon: A.380 × 16 mm B. (380–500 × (30–40) mm
Tootmiskiirus: 4-10m/min
Alumiiniumisulamist topelt roomik: 18-24m
Seadmete koguvõimsus: umbes 60 kW
Tootmisliini võimsus: umbes 1 000 000 ruutmeetrit.

4. Reljeefsete metallkomposiitpaneelide tootmisliin Seadme struktuuri ja funktsiooni tutvustus
Ⅰ.Keri maha
Funktsioon: kasutatakse teraspoolide lahtikerimiseks ja reljeefseks surumiseks
Konstruktsiooni tüüp: sektsioonist terasest keevitusraam.Külgsuunaline nihe saavutatakse hüdrosilindri abil.Vältige pooli materjali kõrvalekaldeid.Unwinding võtab passiivse tüübi.Pinge kontrollimiseks on olemas pneumaatiline pidur.

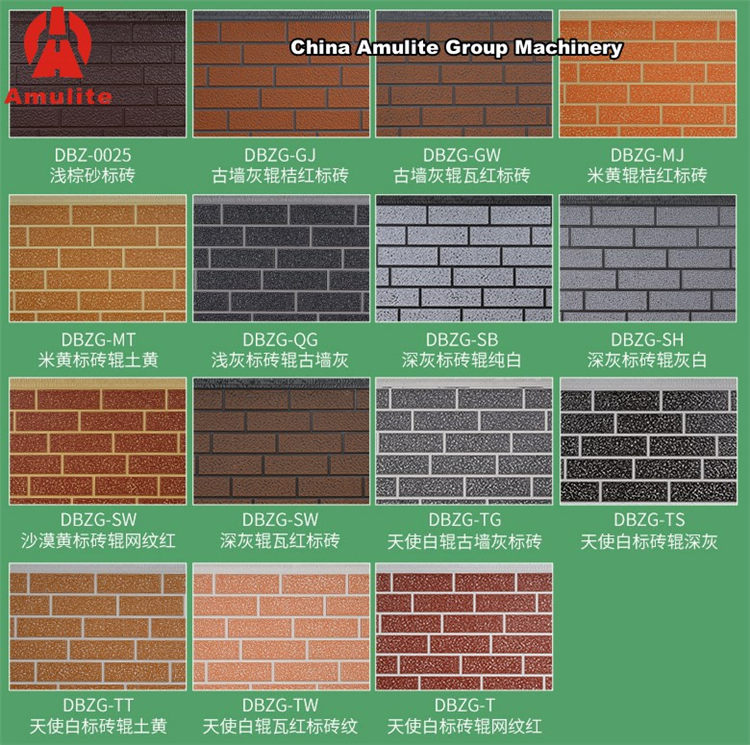
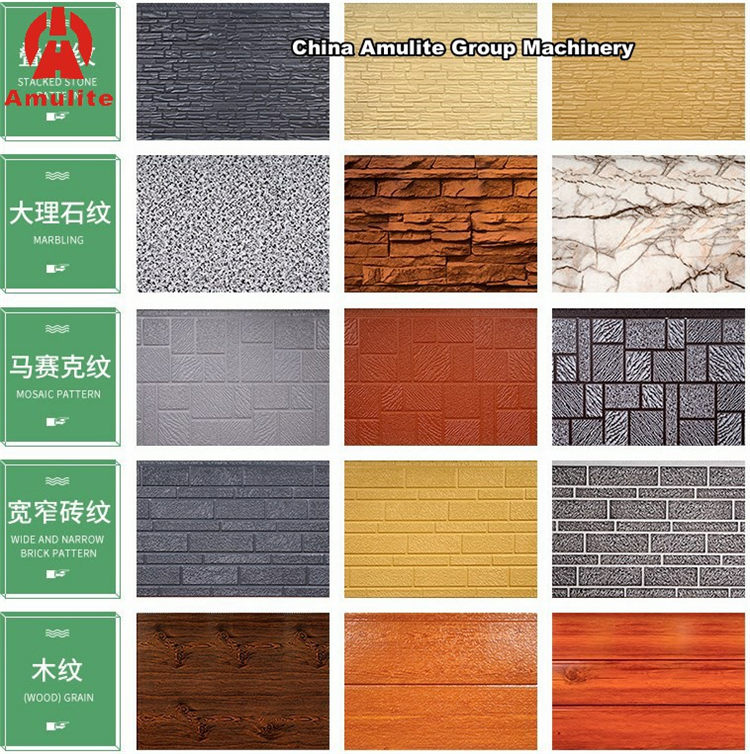
Ⅱ.Reljeefne masin
Funktsioon: vastavalt seinapaneeli erinevatele mustritele.Erinevate värviliste terase mustrite pressimiseks kasutatakse kahte vastastikku asuvat reljeefset metallrulli.
Ⅲ.Vahustamismasin:
BLC(R) tüüpi madalrõhu pidev vahustamismasin või PH(R/F) kõrgsurve vahustamismasin.Kasutage 1 vaigupaaki (A).1. Kõvendi (B) paak: kahte doseerimispumba seadet käitavad sõltumatud muutuva sagedusega mootorid.Doseerimispumba väljundvoolu juhitakse doseerimispumba kiiruse muutmisega. Lõpuks.Komponendid segatakse vastavalt nõutavale vahekorrale ja pihustatakse ühtlaselt alumiste terasplaatide või muude aluspindade vahele.

Ⅳ.Vormimismasin
Funktsioon: reljeefse värvilise terase kuju töödeldi mitme ratta äärikuga.
Ⅴ.Laminaator
Funktsioon: polüuretaani täielik vahustamine ja vormimine võrgus: kettplaadiüksus koosneb ajamimootorist.Keti ratas.Alumiiniumisulamist ketiplaat.Tihvti võll ja veerelaager.Elektrilise küttetoru küttemeetodi kasutamine: see võib topeltlintmasina kiiresti soojendada tootmiseks nõutava temperatuurini. Kui temperatuur jõuab eelseadistatud väärtuseni.Elektrikütet saab vastavalt tegelikule olukorrale sisse või välja lülitada.
Ⅵ.Fikseeritud pikkusega saemasin
Funktsioon: saagige vormitud tahvlit vastavalt määratud suurusele.
Funktsioon: alus.Kere ja ülemine liikuv raam võtavad kasutusele terasest ja plaadi keevituskonstruktsiooni.Ühendatud lineaarse juhtrööpaga.Juhtsiinide paigalduspind on valmis.Veenduge paigalduse täpsuses;Saemootor on paigaldatud ülemisele liikuvale raamile.Liikuvat raami veab käigukastiga mootor.Külgmine liikumine: Kinnitusseade on paigaldatud kerele.See koosneb õhusilindrist ja pressplokist; lähtestusseade koosneb silindrist ja puhverseadmest; kui plaat jõuab seatud pikkuseni.Kinnitussilinder surub kinnitusploki alla.Ja lähtestamissilinder lükkab keha koos plaadiga liikuma;Samal ajal.Saemootor käivitub.Ja reduktormootor juhib ülemist liikuvat raami horisontaalselt liikuma.Et realiseerida plaadi põiki lõikamine;Pärast lõikamise lõpetamist.Kinnitusseade tõstetakse üles.Lähtestamissilinder sunnib kere lähtestamiseks algpunkti naasma.
5. Reljeefse metallist komposiitmaterjalist välispaneelide tootmisliini automaatjuhtimine
Automaatne juhtimissüsteem on jagatud neljaks osaks: lahtikerimise ja reljeefse ala juhtimine.Vormimis- ja lamineerimisala kontroll.Vahustamisala kontroll ja saagimisala juhtimine.Koguvõimsus on umbes 60 kW; kütteplatvorm on umbes 30 kW.Kogu juhtimissüsteem koosneb programmeeritavast kontrollerist.Testi lüliti.Delta inverteri draiver ja muud komponendid.Puuteekraani parameetrite sisendi ja nuppude koostöö kaudu.Teostage tootmisliini automatiseeritud tootmist.Selle jõudlus on usaldusväärne ja stabiilne.Ja toiming on lihtne ja lihtne.