Tehasevaba näidis Hiina Qt4-24b tsementbetoonplokk savi Lego lendtuhkklotsid vormid poolautomaatsed õõnsate sillutusplokkide valmistamise masin






Lühike kirjeldus:
Toote üksikasjad
Tootesildid
Viimastel aastatel on meie ettevõte omaks võtnud ja seedinud kõrgelt arenenud tehnoloogiaid võrdselt nii kodu- kui ka välismaal.Samal ajal töötab meie ettevõte ekspertide rühma, kes on pühendunud Hiina tehasevaba proovi Qt4-24b tsementbetoonplokkide savist lego lendtuhkklotside vormide poolautomaatsete õõnsate sillutuskivide valmistamise masinatele. Meie professionaalne tehnoloogiline meeskond on kogu südamest teie teenistuses.Ootame teid siiralt, et külastate kindlasti meie veebisaiti ja ettevõtet ning saadate meile oma päringu.
Viimastel aastatel on meie ettevõte omaks võtnud ja seedinud kõrgelt arenenud tehnoloogiaid võrdselt nii kodu- kui ka välismaal.Samal ajal töötab meie ettevõte ekspertide rühma, kes on pühendunud ettevõtte kasvuleTelliskivi valmistamise masinad, Hiina telliste valmistamise masinad, Pideva uuendusega esitleme teile väärtuslikumaid esemeid ja teenuseid ning anname oma panuse autotööstuse arengusse nii kodu- kui välismaal.Nii kodu- kui välismaised kaupmehed on väga oodatud meiega ühinema, et koos kasvada.

Mis on AAC-blokk?
AAC-ploki kontseptsioon: AAC-plokk põhineb ränisisaldusega materjalidel (liiv, lendtuhk, ränidioksiidi sisaldavad materjalid jne) ja lubjarikastel materjalidel (lubi, tsement) kui peamised toorained, mis on segatud õhku eraldavate ainetega (alumiiniumpulber) Protsessijärgne toorainete jaotamine, läga segamine, valamine, eelkõvenemine, lõikamine, autoklaav, kõvendusprotsess ja pakend AAC-plokkide valmistoodete valmistamiseks; seda nimetatakse poorbetooniks, kuna see sisaldab pärast suurt hulka ühtseid ja väikeseid poore See on õhutatud.
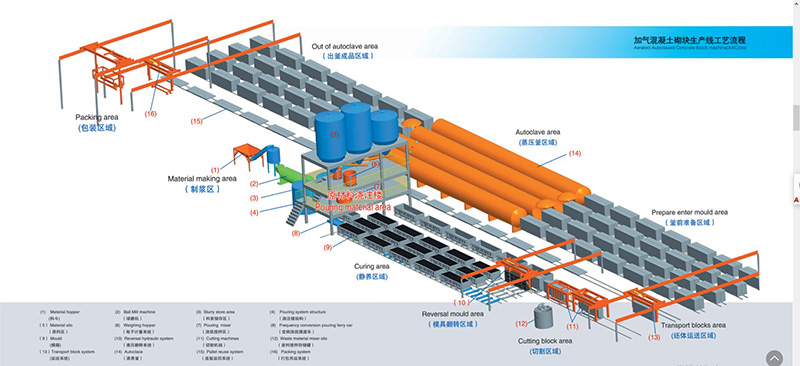
 Mis on AAC-plokitoodete valmistamise protsess?
Mis on AAC-plokitoodete valmistamise protsess?
1) : kõigi toorainete mõõtmine ja segatud läga;
2) : läga sisestatakse valamissüsteemi, pärast segamist ja seejärel valamist vormikasti;
3): vormikarbi sees (paneeli tugevdamine), pärast teatud temperatuuri ja eelkõvastumise aega;
4) : Kui märg paneel saavutab teatud kõvaduse, tõstetakse vormikast ja paneelid pöördekraana abil lõikemasina külge ning pöördekraana täidab järgmise funktsiooni:
5) : V: Vormikasti tuleb pöörata õhus 90 kraadi (vormikarbi üks külg muutub märja paneeli korpuse tugikäruplaadiks, kuni autoklaaviprotsess on lõppenud),
6) :B: Tõstke käru või lõikamise tugiraami külge, et vorm täielikult avada; C: eemaldatud vormiraam ja tagastusautoklaavi külgplaat ühendatakse pärast puhastamist, õlipihustamist ja uuesti vormikarbi moodustamist. Valamine ;
7) :ja niiske paneeli korpus lõigatakse lõikemasinal kuue sammuna: 1: Esmalt lõikab paneeli korpuse mõlemad küljed vertikaalselt; 2: seejärel lõikab piki- ja horisontaalsuunas;
8) :Lõpuks lõikab horisontaalselt horisontaalselt või noaga lõikamine;
9) : lõikepaneeli korpus tõstetakse pooltoodete kraanalt koos põhjaplaadiga autoklaavikärule;
10): seejärel rühmitatakse autoklaaviks kõrgel temperatuuril ja kõrgel rõhul kõvendamiseks;
11) : pärast kaevu autoklaavis kõvenemist võetakse käru välja ja jäetakse autoklaavist välja;
12): valmistooted on virnastatud või laaditud veoautole valmistoote hoidmiskraana abil, pakendatud kaevu;
13) : Autoklaavis kõvenemise külgplaat tagastatakse;
Peamiste toorainete tutvustuse kohta
AAC-plokkide tootmine on rikas tooraine poolest, eriti lendtuha kasutamine toorainena, mis ei saa mitte ainult igakülgselt kasutada tööstusjäätmete jääke, ravida keskkonnareostust ega kahjustada põllumaad, vaid ka luua häid sotsiaalseid ja majanduslikke eeliseid. See on hea asendus traditsioonilistele tahketele savitellistele. Valitsus, kinnisvarafirma, ehitusmeeskond on väga tervitanud häid paljutõotavaid seinatooteid ning valitsus on kehtestanud maksupoliitika, keskkonnakaitsepoliitika toetuse, võime ette näha laiaulatuslikke turuarengu väljavaateid;
1. Lendtuhk/kvartsliiv
Lendtuhk/kvartsliiv on AAC-plokitoodete peamine põhitooraine ning gaseeritud betooni räni- ja alumiiniumkomponentide peamine allikas;
2. Tsement
Tsement on AAC-ploki tugevuse peamine allikas, see pakub AAC-ploki jaoks peamisi lubjarikkaid materjale, AAC-plokkide tootmiseks sobivat tsementi tuleks valida peamiselt tsemendi tüübi ja kvaliteedi poolest; Tootmises 52,5 klassi tavaline Portland. Kõigepealt tuleks valida tsement. Üldiselt võib tootmiskulude vähendamiseks kasutada ka 42,5 klassi tavalist portlandtsementi;
3. Laim
Lubi on ka üks peamisi AAC-plokkide tootmise tooraineid. Selle põhiülesanne on teha koostööd tsemendiga, et pakkuda tõhusat kaltsiumoksiidi, nii et see saaks hüdrotermilistes tingimustes suhelda ränisisaldusega materjalides sisalduvate SIO2 ja Al203-ga, et toota ränihüdraati kaltsiumi. Hape. Seetõttu on lubi üks peamisi AAC-ploki tugevusallikaid. AAC-ploki tootmiseks kasutatava lubja efektiivne kaltsiumoksiidi sisaldus peaks olema suurem kui 65%, eelistatavalt suurem kui 80%.
4. Kips
Kips on AAC-plokkide tootmisel õhu eraldumise protsessi reguleerija. Kipsi reguleeriv toime kajastub peamiselt kustutatud lubja seedimise ja läga paksenemise kiiruse hilinemises. Kipsi peamine keemiline komponent on CASO4; Kipsil on kolme tüüpi kipsi Turg; Pariisi toorkips, anhüdriit ja krohv. Lisaks toodetakse keemiatootmisprotsessis ka kipsijäätmeid. Näiteks fosfaatväetiste tootmisel tekkiv fosfaat, fluorikemikaalide tootmisel saadud fluorogips ja titaani tootmisel tekkiv kips. Dioksiid.Need kipsid on madala hinnaga ja võivad asendada looduslikku kipsi ja vähendada tootmiskulusid;
5. Õhku tekitav aine
AAC plokis peab olema õhku genereeriv aine, et tekitada ploki poorid, et moodustada kerge poorne struktuur;
6. Vahustabilisaator
Pärast õhku tekitavaid gaase on õhukese vormiseina tõttu kerge murda ja hävitada vaht erinevate tingimuste mõjul, mis mõjutab betooni kvaliteeti. Seetõttu on vaja vahu stabilisaatorit lisada Läga.
Tootmisprotsess
1): AAC-ploki tooraine ladustamine ja tarnimine
Tooraine transporditakse tehasesse autodega ja kärbes (liiv, kivipulber) kontsentreeritakse toormaterjalide õue ja kui seda kasutatakse, suunatakse see punkrisse. Tsemendi kottidesse või puistetsementi hoitakse tsemendilaos. Kasutusel laaditakse ja transporditakse punkrisse. Kemikaalid, alumiiniumipulber jne paigutatakse vastavalt kemikaalihoidlasse ja alumiiniumipulbri hoiuruumi ning edastatakse kasutamisel tootmistöökotta.
2) ![]() AAC-plokkide tooraine töötlemine
AAC-plokkide tooraine töötlemine
Lendtuhk (või liiv, kivipulber) saadetakse kuulveskisse elektromagnetilise vibreeriva sööturi ja lintkonveieri kaudu ning jahvatatud lendtuhk (või liiv, kivipulber) saadetakse lendtuhapumba abil lägapaaki ladustamiseks.
Lubi saadetakse lõualuupurustisse elektromagnetilise vibreeriva etteandeseadme ja lintkonveieri abil purustamiseks. Purustatud lubi toimetatakse lubjahoidlasse kopliftiga ja saadetakse seejärel kruvikonveieri abil kuulveskisse. Kruvikonveier ja Kopplift juhitakse pulbripaaki. Pärast seda, kui kemikaalid on teatud proportsioonis käsitsi mõõdetud, valmistatakse teatud kontsentratsiooniga lahus ja saadetakse see ladustamiseks hoiupaaki.
Alumiiniumipulber toimetatakse alumiiniumipulbri laost tootmistsehhi ja tõstetakse elektritõstukiga partiihoone teisele korrusele. Valage vee koguseliseks lisamiseks segistisse ja segage see alumiiniumpulbri suspensiooni.
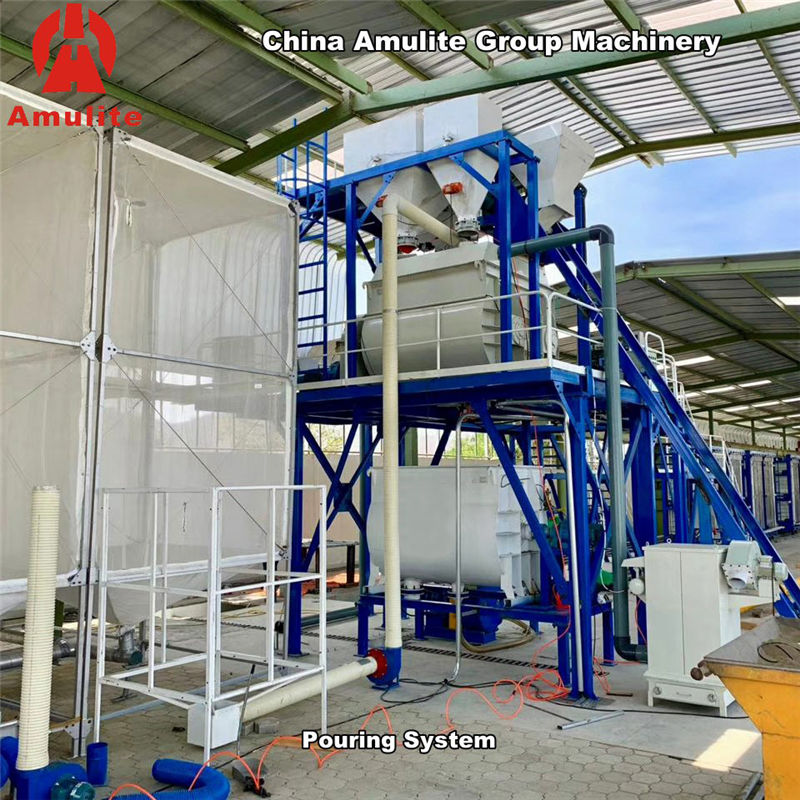
3) : läga segamine ja AAC-plokkide valamine;
Lubi ja tsement saadetakse järjestikku automaatsele kaalule kruvikonveieri abil pulbripaagi all kumulatiivseks mõõtmiseks. Kaalu all on kruvikonveier, et lisada ühtlaselt valamissegistisse materjale.
Lendtuhk (või liiv, kivipulber) ja jäätmete läga pannakse mõõtesilindrisse mõõtmiseks. Pärast erinevate materjalide mõõtmist on vorm paigas ja läga saab segada. Läga peaks vastama protsessi nõuetele (umbes 45 ℃) Enne valamist. Kui temperatuur ei ole piisav, võib läga doseerimismahutis läbi viia autoklaavi kuumutamise ja alumiiniumpulbri suspensiooni saab lisada 0,5–1 minutit enne materjalide valamist;
4): AAC-ploki eelkõvenemine ja lõikamine
Pärast valamist surutakse vormikast konveieriketi abil esialgsesse kuivamisruumi, et gaasistada ja seadistada. Ruumi temperatuur on 50–70 ℃ ja esialgne kõvenemisaeg on 1,5–2 tundi (vastavalt soodsatele geograafilistele tingimustele, see Protsessi saab kõrvaldada).Kasutage alarõhutõstukit vormiraami ja märja ploki korpuse tõstmiseks lõikelauale, kuhu autoklaavikäru alumine plaat on ette asetatud.Võtke vormiraam maha. Lõikemasin lõikab risti ,lõikab pikisuunas,ja freesib märja ploki.Vormiraam tõstetakse puhastamiseks ja rasvatustamiseks tagasi vormitõstuki külge ning seejärel tõstetakse järgmiseks valamiseks vormitõstuki külge. Lõikeploki korpus ja autoklaavi alumine plaat tõstetakse kraanaga autoklaavikärule ja asetatakse peale Kaks korrust. Põrandate vahel on neli tuge ja mitu autoklaavikäru on rühmitatud.
Lõikamisel tekkivad märja ploki korpuse servades ja nurkades olevad jäätmed suunatakse kruvikonveieri abil lõikemasina kõrval olevasse jäätmesegistisse ja lisatakse vett, et saada jäätmete läga, mida kasutatakse partiideks.
5): Autoklaavitud AAC-plokk ja valmistoode.
Kui kere on kokku pandud autoklaavi ees olevale parkimisjoonele, avage autoklaavist väljuv autoklaavi uks, tõmmake esmalt tõstukiga valmis autoklaavikäru autoklaavis välja ja seejärel tõmmake autoklaavikäru autoklaaviks Autoklaavi tõstukiga autoklaavi hooldatakse. Autoklaavikärul olevad valmistooted tõstetakse sildkraana abil valmistoodete lattu ja transporditakse seejärel tõstukiga valmistoodete hoovi. Tühja autoklaavi käru ja põhi Autoklaavi töötavad plaadid tõstetakse tagasi vankri tagastusjoonele ja virnastaja tõmmatakse pärast puhastamist tõstukiga tagasi. Minge järgmise tsükli juurde.
Tootmisseadmete näitus
1): Materjali lihvimise ja läga valmistamise sektsioon
| Traditsiooniline läga tiheduse reguleerimise protsess ei ole range. Protoplasma tihedus tehakse sageli kunstliku mõõtmise teel. Viga on suurem. Tsirkuleeriva plasma tihedust kasutatakse kogemuste põhjal kontrollimiseks. Nii et kvaliteetsete väikesemahuliste toodete tootmisel .Kvalifitseeritud hind ja tootekvaliteet ei ole ideaalsed .Amuliidi tihedusel uusimat torujuhtme mõõtmismeetodit kasutades on järgmised eelised1. Läga tsirkuleeritakse paagi ja tihedusmõõdiku vahel, läga tiheduse andmeid mõõdetakse tõelise lubja tiheduse torustiku ja tagasisidega keskjuhtimisruumi. Selleks, et reguleerida kuulveski paberimassi ja täidise vee suhet Lägapaaki. Reaalajas tiheduse pideva korrigeerimise eesmärk on saavutatud:2.Tihedustoru mõõdab kogu läga kontsentratsiooni. Mõõtke täpsust ilma tõrgeteta. Seejärel loputage pärast vahetust kogu toru, et tagada järgmise mõõtmise täpsus. |  | |||
 | ||||
| Lendtuha läga valmistamise masin | Läga ladustamise mikser | Materjali skaala | Valamise süsteem | |
| 2): Käive ja lõikamine | ||||
 Amulite lõikemasina peamised omadused1): lihtsa konstruktsiooniga, mugav paigaldada ja hooldada;2) : maapinnale kinnitatud, planeedi reduktoriga juhitav, vertikaalse lõikamise ajal teeb lõikemasin ekstsentrilist ja õõtsuvat lõikamist, mis suurendab lõikamise efektiivsust. Teeb lõikesuuruse muutmise mugavamaks. Amulite lõikemasina peamised omadused1): lihtsa konstruktsiooniga, mugav paigaldada ja hooldada;2) : maapinnale kinnitatud, planeedi reduktoriga juhitav, vertikaalse lõikamise ajal teeb lõikemasin ekstsentrilist ja õõtsuvat lõikamist, mis suurendab lõikamise efektiivsust. Teeb lõikesuuruse muutmise mugavamaks. 3) : neelab Saksa tehnoloogia, lisatud vaakum aspiraator, see lõikemasin saab ülaltoodud jäätmematerjalidest hõlpsalt lahti ilma valmisplokkide mis tahes osa hävitamata ja tagab toodete läbimise; 4) : terve ploki 6-poolse lõikamise korral suureneb toote läbilaskevõime, kuna vormide vahetus ei mõjuta enam valmistoodete kvaliteeti. 5) : Valmis plokkide pinna kõrge karedus on hoone käitamiseks ja ehitamiseks soodne. 6) : Positsioneerimise arvjuhtimistehnoloogia kasutuselevõtt vähendab see masin raputamist pööramise, teisaldamise, lõikamise ja transportimise käigus. Lisaks saab seda kliendi soovil uuendada PLC-juhtimissüsteemiks, et suurendada toote läbimise määra. | ||||
 | ||||
| Hüdrauliline sagedusmuundur käibekraana | Horisontaalne lõikemasin | |||
| 1) : hüdrauliline sagedusmuunduri käibekraana pöörab plokiga vormikasti 90-kraadise käiguga, asetab selle sageduse teisendamise ploki lohistamiskäru ja töötleb lammutamistöid;2) : Frequency Convert ploki lohistamiskäru tõmbab ploki lõikamismasinasse, et seda lõigata. Käibekraana korraldab ümber, puhastab ja poleerib vormikasti ja kaubaaluseid, et valmistada need ette korduskasutamiseks. | Käibekraana pöörab vormi 90 kraadi, hävitab ja asetab kogu ploki ja põhjaplaadi ploki lohistamiskärule. Ploki lohistamiskäru võtab kogu ploki lõikemasinasse, lõpetab horisontaalse lõikamise, koorib kogu ploki kahest küljest lahti ja eraldab Raisatud materjalid. | |||
   | ||||
| 3): Käibekraana põhjajäätmete eemaldamiseks | ||||||||||
 | Selle seadme on ise välja töötanud Amulite Group, et aidata meie klientidel põhjalikku materjalijäätmete probleemi täielikult lahendada.See seade sisaldab käibeplatvormi ja kraanat, see võib eemaldada ülemise ja alumise jäätmematerjali. Seda kraanat saab kasutada ka pooltoodete transpordikraana. | |||||||||
| Transpordikraana enne autoklaavi | Alusplaat | Autoklaavikäru | ||||||||
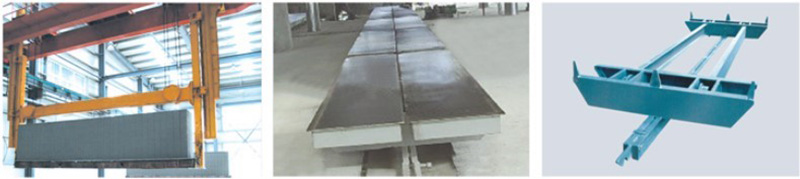 | ||||||||||
| Pärast lõikamist transporditakse kraanaga transpordiplokk autoklaavikäru autoklaavi sisenemiseks. Sellel seadmel on lihtne struktuur, stabiilne töö, hea kvaliteet ja lihtne hooldada. | Amulite Groupi disainitud alusplaat võib olla ka külgplaat, seda pole vaja muuta enne, kui see autoklaavist välja tuleb. See on valmistatud mangaanterasest ja see ei deformeeru kunagi kõrge temperatuuri ja rõhu all. | See koosneb kvaliteetsest profiilterasest ja sellel on lihtne struktuur. Kinni ja moonutusi ei toimu kõrge temperatuuri ja kõrge rõhu all olevas autokalve-kõvastumise keskkonnas autokalvis. Kraana pani märja ploki autokalve kõvenduskärule ja autoklaaviks autoklaavi Säilitatud kuni lõpetatud plokkide eemaldamiseni; | ||||||||
| 4): Valmistoote käitlemise seadmed | ||||||||||
 | Tavaliselt on autoklaavitud plokkidel ja plaatidel mõnikord adhesioonid. Eraldamismasin peab lõpetama nakkeplokkide eraldamise ilma plokke kahjustamata, mis ühendab traditsioonilise eraldusmasina ja valmistoote kandja funktsiooni. Iga eraldavat kätt juhitakse iseseisvalt, Lahendati plokkide ja paneelide eraldamise probleem samal vormil; seadmed teostavad tõhusat ja õrnat töötlemist, alandades üldkulusid ja tagades samal ajal kvaliteedi. | |||||||||
| Edastus- ja pakkimisliin | ||||||||||
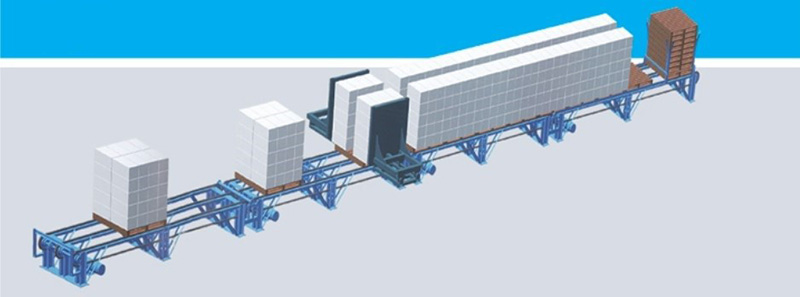 | ||||||||||
| See süsteemiliin hõlmab puidust kaubaaluste transpordi- ja pakkimisliini, mis on mõeldud peamiselt valmis AAC-plokkide jaoks. Terved vormitooted teisaldatakse korraga puidust kaubaalusele, kasutades valmistoodete kinnitusseadmeid, et neid edasi toimetada ja pakkida. Sellel masinal on sellised omadused nagu automaatne jaotus arvuti juhtimisega, täpne positsioneerimine transpordi ajal ja laaditud puidust kaubaaluse automaatne eraldamine, mille puhul on see mugav pakkimiseks ja saatmiseks. | ||||||||||
| 5): rohkem masinaid | ||||||||||
 Valmistoodete klamber Valmistoodete klamber |  Pöörlev klamber Pöörlev klamber | |||||||||
 | ||||||||||
| Spetsiaalne kraana paneelide jaoks | Pistiku masin | Avage mänguautomaat | ||||||||
 | ||||||||||
| Palliveski | Lõuapurustaja | Autoklaav | Boiler | |||||||
 | ||||||||||
Viimastel aastatel on meie ettevõte omaks võtnud ja seedinud kõrgelt arenenud tehnoloogiaid võrdselt nii kodu- kui ka välismaal.Samal ajal töötab meie ettevõte ekspertide rühma, kes on pühendunud Hiina tehasevaba proovi Qt4-24b tsementbetoonplokkide savist lego lendtuhkklotside vormide poolautomaatsete õõnsate sillutuskivide valmistamise masinatele. Meie professionaalne tehnoloogiline meeskond on kogu südamest teie teenistuses.Ootame teid siiralt, et külastate kindlasti meie veebisaiti ja ettevõtet ning saadate meile oma päringu.
Tehasevaba näidisHiina telliste valmistamise masinad, Telliskivi valmistamise masinad, Pideva uuendusega esitleme teile väärtuslikumaid esemeid ja teenuseid ning anname oma panuse autotööstuse arengusse nii kodu- kui välismaal.Nii kodu- kui välismaised kaupmehed on väga oodatud meiega ühinema, et koos kasvada.